1 RH 機械泵真空系統的構成
RH 精煉全稱 RH 真空循環脫氣精煉法,具有處理周期短,生產能力大,精煉效果好等優點,適合冶煉周期短,生產能力大的轉爐工廠采用。
常規的 RH 真空精煉設備均采用多級水蒸氣噴射泵系統作為真空獲取方式,由于近年來國家大力推進鋼鐵行業節能減排,工業電價比蒸汽有更低的成本優勢,由羅茨泵 + 螺桿泵組合的機械泵抽氣系統受到越來越多的青睞。本文以國內某鋼廠 210tRH 真空精煉設備機械泵抽氣系統為例闡述:該系統由布袋除塵器、主抽氣管道,24 臺一級羅茨真空泵、24 臺二級羅茨真空泵、24 臺三級羅茨真空泵及 12 臺四級螺桿泵構成,系統抽氣能力為 1100000m 3 /h(在 67Pa 工作壓力下)。如圖 1,圖 2 所示。
相比于蒸汽噴射泵真空抽氣系統,機械真空泵抽氣系統具有真空泵數量多、排布緊密、法蘭連接多等特點,潛在漏氣點多,真空系統檢漏困難。
為了獲得較好的真空精煉效果,RH 精煉爐真空處理時真空室內的工作真空度需達到 67Pa 以上,真空系統的允許漏率≤50kg/h(一般要求允許漏率小于真空系統抽氣能力的 10%),因此真空檢漏工作至關重要。

2 傳統漏率檢測方案及其應用在機械
真空泵系統上的劣勢和難點
對于蒸汽噴射泵真空系統,因其機械結構簡單,法蘭連接少,潛在漏點少,因此相對容易檢漏。
實際工程中多采用正壓檢漏及負壓驗證的聯合檢漏法,該法的流程是:用正壓檢漏的方法先檢驗真空系統的密封性(即用適當壓力的壓縮空氣充入系統后,保壓 24 小時,計算其實際泄漏值,檢測合格后抽真空進行負壓檢漏。
我們對封閉真空系統進行正壓氣密性試驗,向封閉系統通入 0.15MPa(表壓)的壓縮空氣,待壓力穩定后:
①斷氣源,穩壓 24 小時;
②觀察 24 小時內壓力的變化情況,并做好相關記錄。
假定經過 24 小時的氣密性試驗,壓力下降值為 ΔP,起始時氣體壓力為 0.15MPa;根據公式(1)計算氣體平均泄漏率:
M=
ΔP
24P
Vρ (1)
式中:M—— — 泄漏量,單位 kg/h;
V—— — 密閉體的體積,單位 m 3 ;
ρ—— — 標準大氣壓下空氣密度,單位kg/m 3 ;
P—— — 起始壓力,單位 Pa;
ΔP—— — 壓力下降值,單位 Pa。
上式計算出的泄漏量 M,即系統每小時泄漏的質量流量。若泄漏量 M 遠小于 50kg/h 的設計泄漏量,則正壓氣密性試驗合格,之后對真空系統抽真空進行負壓驗證。
對于機械真空泵抽氣系統,由于其系統容積大,管道排列復雜,閥門多,羅茨泵及螺桿泵的結構(泵油及密封件的存在)采用正壓檢漏并不合適,因此只能考慮負壓檢漏,然而粗低真空范圍無法使用檢漏儀,如何快速找到漏氣區域確定漏點至關重要。
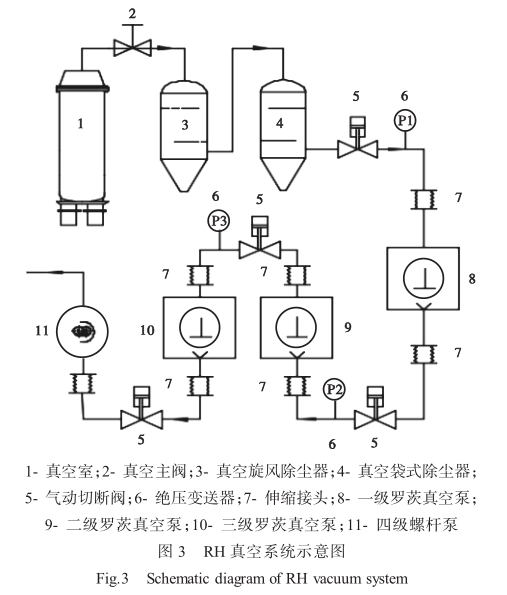
結合多年 RH 真空系統調試經驗,我們提出機械真空系統負壓分段檢漏方案,圖 3 為真空
泵系統示意圖。該真空泵系統由真空室、真空主閥、真空旋風除塵器、真空袋式除塵器、一級羅茨真空泵、二級羅茨真空泵、三級羅茨真空泵及四級螺桿泵構成(簡化起見,每級真空泵機組在示意圖中均由一臺真空泵表示),在每一級真空泵進氣口均有一臺氣動真空切斷閥及一臺絕壓力變送器,在工作時顯示各級泵的真空度。
3 機械真空泵系統檢漏方案
3.1 檢漏方法
最適合 RH 機械泵抽氣系統的負壓檢漏方法是靜態升壓法 [10] ,首先將真空系統抽至 2kPa,關閉真空主閥及末級泵進口閥門將真空系統同真空室隔離,關閉真空泵,使用絕壓變送器測量抽氣管道內壓力變化。假設被測容器體積為 V,在時間間隔 ΔT 內測到的壓升為 ΔP,忽略容器內的放氣,則容器的總漏率為:
Q L =VΔP/ΔT
考慮將系統分為四部分:主閥至一級泵進氣口閥門區域為 V 1 、一級泵至二級泵進氣口閥門區域 V 2 、二級泵至三級泵進氣口閥門區域 V 3 、三級泵至四級泵進氣口閥門區域 V 4 ,則:
Q L =(V 1 +V 2 +V 3 +V 4 )ΔP/ΔT式中:V 1 >V 2 >V 3 >V 4 ,若打開各級真空泵進氣真空閥門,理想狀況下,各段的壓升 ΔP 是相同的,即:
Q L =(V 1 ΔP+V 2 ΔP+V 3 ΔP+V 4 ΔP)/ΔT下面關閉每一級真空泵進氣閥門,忽略真空閥門之間的內漏,由于每一段各自漏孔漏率的不同,實測的 ΔP 有所不同,假設 V 1 區域壓升ΔP 1 ,V 2 區域壓升 ΔP 2 ,V 3 區域壓升 ΔP 3 ,V 4 區域壓升 ΔP 4 ,則有:
Q L =(V 1 ΔP 1 +V 2 ΔP 2 +V 3 ΔP 3 +V 4 ΔP 4 )/ΔT=VΔP/ΔT分類討論如下:
(1) 若出現 ΔP 1 >ΔP、ΔP 2 >ΔP、ΔP 3 >ΔP、ΔP 4 >ΔP 或 ΔP 1 <ΔP、ΔP 2 <ΔP、ΔP 3 <ΔP、ΔP 4 <ΔP,從上式可以看出不滿足公式要求,則首先考慮儀表的準確性問題。
(2)若 ΔP 1 >ΔP>ΔP 2 >ΔP 3 >ΔP 4 ,則證明系統漏氣主要集中 V 1 段,V 2 、V 3 、V 4 段相對較小,應對 V 1 段進行重點檢漏,發現漏點封堵后重復以上步驟。
(3)若 ΔP 1 >ΔP 2 >ΔP>ΔP 3 >ΔP 4 ,則證明系統漏氣主要集中在 V 1 、V 2 段,V 3 、V 4 段相對較小,由于 V 1 >V 2 ,表明 V 1 部分的漏孔更大,應優先檢查 V 1 ,而后檢查 V 2 ,檢查的重點應放在大的法蘭接口及環形焊縫處。
由于真空系統體積巨大,氣動閥門,機械冷卻水,介質氣體的存在對檢漏工作干擾很大,因此在檢漏時應在系統安全的情況下關閉氣動閥門供氣球閥,機械泵冷卻水進回水及介質氣體。
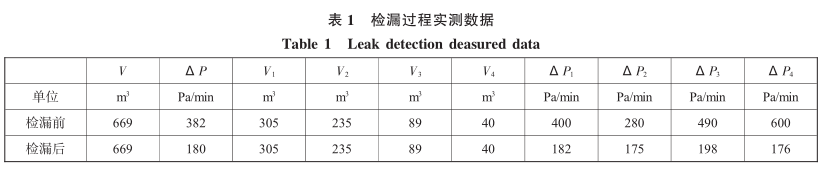
表 1 為利用上述方法檢漏后得出的實測數據,該檢漏方法能極大減少檢漏時間,為檢漏工作帶來便利。
3.2 漏孔當量計算
檢漏完成后,需要對系統實際漏率進行測算,
我們引入真空系統性能分析室,分析室位于真空主閥之后,真空旋風除塵器之前,通過管道連接至真空系統。分析室有若干標準質量流量噴嘴漏孔,進行漏率測試前,首先將真空系統抽至2kPa,關閉真空主閥,計算檢漏后系統漏率為X(kg/h)時引起的系統壓升速率 Y(Pa/min)。破空后,再次將真空系統抽至 2kPa,打開 50kg/h 標準漏孔,產生人為泄漏率,由泄漏量 X+50(kg/h)引起的壓升可計算為 Z(Pa/min),那么實際泄漏率X 可由下式計算:
X=50×Y÷(Z- Y)kg/h
若 X≤50kg/h,則證明真空系統的漏率滿足工藝要求。
當量漏孔的大小使用下式來進行計算,由于粗低真空漏率較大,因此流動多為粘滯流,根據一維定常等熵流動的伯努利方程,質量流量 G與漏孔 d 之間的關系為:
4 真空系統檢漏的智能化控制模型
近年來,關于真空系統抽氣過程的理論計算及仿真模擬及真空冶煉過程中的底吹氬循環模擬已做過大量深入研究,但對于大型真空系統智能化檢漏研究相對較少 。
根據分段檢漏原理,提出機械真空泵抽氣系統智能化檢漏模型,采用逐級定壓自動控制方法啟動自動檢漏程序,系統抽真空至目標真空度,記錄設定時間內被測系統壓力變化值,利用“靜態壓升法”,定量計算得到泄漏率,重新將系統抽至目標真空度,記錄各級真空度變化值,定性判斷漏氣點大概位置,完成檢漏工作后測試,計算系統漏率,超過設定差值,報警。圖 4 為該模型流程框圖。

5 結論
本文通過分析蒸汽噴射泵正壓檢漏方法及該法應用在機械泵真空泵系統上的困難,給出了如下結論:(1) 大型機械真空泵真空系統更適合負壓檢漏,分段檢漏法更加實用高效。(2)分段檢漏法的理論分析,能很好地指導實際檢漏過程。
(3)通過測算真空系統的實際漏率,計算出當量漏孔大小。(4)給出了機械泵真空系統智能化檢漏模型,可快速判斷漏氣點大致位置,提高真空系統檢漏效率。
